汽车、航空相关行业
切削工具的种类和数码显微系统下的观察、检测
以最高抗拉强度、精密度较和轻明确为方向的但是,都是孔状锰钢和硬延性建筑建材、SUS系蘸火钢等无发磨削激光加工处理的被激光加工处理物(难磨削建筑建材)的采用需求不断增加了。难磨削建筑建材对磨削软件的的压力很多,尤为必须要准备磨削软件刀头的有损坏和障碍(破损)。下文人们将为您讲解磨削软件的类和采用数码科技显微系统软件实现分析、监测的 装修案例。

什么是切削
使用工具或刀具切削金属等的加工称为切削。
金属的加工方法也有磨削,但磨削是使用砂轮磨削表面的加工方法。
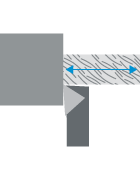
切削的原理
使用切削工具连续地切开加工材料,并作为切屑排出。
理想状态是连续顺畅地产生切屑。

- A:切入
- B:切屑
- C:被加工物
- D:工具
- E:前刀角
- F:前刀面
- G:后刀面
- H:后刀角
切削条件
要想展开相应的切割,切割强度、进给强度、选择量较重要。- 切削速度 = 1分钟切削距离(m/min)
-
切削速度(m/min),表示工具在1分钟内切削的距离。
切削速度越快,生产效率越高,但工具的寿命越短。
- A:被加工物
- B:1分钟切削距离

切削速度越快,
生产效率越高
,但
工具的寿命越短 - 进给速度=1转前进距离(mm/rev)
-
进给速度(mm/rev),表示工具旋转1圈前进的距离。
进给速度越快,生产效率越高,但切削面越粗糙。
- A:旋转1圈
- B:被加工物
- C:1转前进距离
速度越快,
生产效率越高
,但
切削面越粗糙 - 切入量=切入被加工物的距离
-
切入量表示工具切入被加工物的距离。
切入量越大,生产效率越高,但工具的种类和材质决定了恰当的切入量。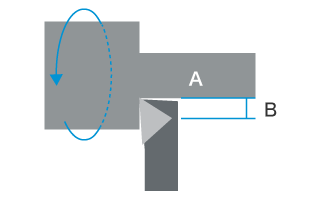
- A:被加工物
- B:切入量

切入量越大,
生产效率越高
,但
工具的种类和材质
有恰当的切入量
代表性的切削加工和切削工具
代理性的铣削制造的方法简述结构特征、选择的铣削方法详细如下图所示。- 车削
-
平常可以通过缩放柱体或圆板状的激光加工物来铣削成圆状。
机械名称:车床 
切削工具:车刀 
- 打孔
-
旋轉设备,在生产制造物漆层挖孔。
机械名称:钻床 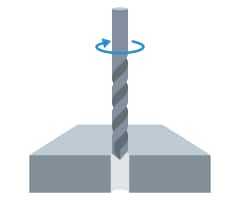
切削工具:钻头 
- 镗孔
-
扭动软件工具,对麻花钻另存的孔内漆层做好精密机械手工加工。
机械名称:镗床 
切削工具:铰刀 
- 拉削
-
将称作拉刀的,制造制作孔的的用具虚线手机端齐头并做好磨削。鉴于拉削制造制作在15个生育方式工艺中就可以做好到精制造制作,任何咧生育方式热设计,施工效率高,又很的用具的期也轻易估计,任何咧在需求大量的生育方式的车子行业中被很广在使用。
机械名称:拉床 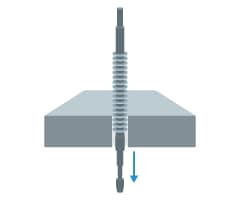
切削工具:拉刀 
- 切齿
-
自动旋转数控刀片以磨削出齿部。
- 机械名称:齿轮加工机床
- 切削工具:滚刀、插齿刀、齿条刀

- 铣削
-
电动机称做立镗刀的弹簧实行切销。立镗刀包括,切销代生产制造物外层层或带槽的软件工具,一般来说以分成代生产制造外层层的侧面立镗刀和代生产制造带槽等的立立镗刀。
机械名称:铣床 
切削工具:铣刀、立铣刀 
代表性工具的材质和特点
带表性磨削软件工具的的材质和特性有以下表达。- 高速钢(高速工具钢)
-
以铁为基础框架,放入钨、铬、钒、钼等的铝合金。
- ○韧性强。
- ×耐热性、耐磨损性差。
- 硬质合金
-
在氧化钨粉末状原材料中更改氧化钛、氧化钽等,用钴烧结工艺而成的铝合金。
- ○韧性、高硬度、耐磨损性平衡性佳。
- 陶瓷
-
将氧化反应铝、氢氟酸处理钛、氮化硅等硬性资料辊道窑而成的资料。
- ○耐热性、耐磨损性优异。
- ×缺乏韧性,容易缺损。
- 金刚石
-
由最硬的的的材料——金刚石多晶硅而脱模的的的材料。
- ○耐热性、耐磨损性优异,适合镜面切削。
- ×缺乏韧性,容易缺损。
- 金刚石烧结体
-
在金刚石微粉中调用钴等烧结工艺工艺而成的多晶烧结工艺工艺体。
- ○耐热性、耐磨损性优异,韧性优于金刚石。
- ×难以制作锋利的刀尖。
- 金属陶瓷
-
在增碳钛或氮化钛中加上镍等辊道窑而成的的原材料。
- ○虽然是硬质合金的一种,但与硬质合金相比,耐磨损性和耐腐蚀性优异。常在钢的精加工中使用。
抛弃式刀片
抛弃式刀片为用螺丝等在支架上进行机械固定后使用。刀尖的材质,一般使用硬质合金,形状符合ISO规格,有正三角形、正方形、菱形、圆形等。

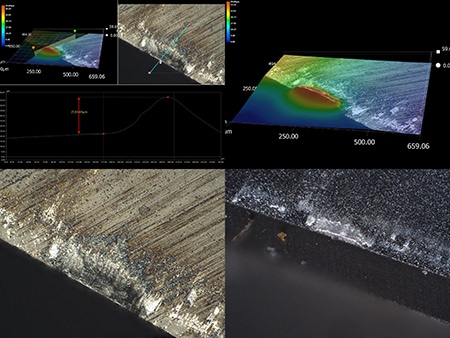
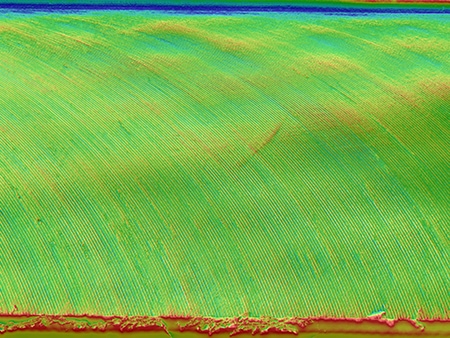
使用数码显微系统对切削工具进行观察、检测的案例
将为您分享用基恩士的4K科技显微软件系统“VHX系列表”,对切屑产品进行画像观擦、查测的新例。