汽车、航空相关行业
烧结部件在数码显微系统下的观察、测量
焙烧配件就是指将粉末状状复合质或陶瓷厂家粉用模具加工生产处理成品,后以远低于溶点的温度因素烧固而成的配件。如果从不熔融复合质,故此含有节电、原材料损耗量小、不用再第二次加工生产处理的的特点。下让我们将为您推荐焙烧加工生产处理的内容梗概并且借助科技显微系统的来仔细观察、测试焙烧配件的事例。

烧结加工的优缺点
辊道窑代加工过度热分解资料,从而被使用手工制造特殊构件。- 烧结加工的优点
-
- 可制成粉末的大多数材料均可使用
- 二次加工必要性低
- 材料损耗小
- 可成型为复杂形状
- 可自由调配材料
- 含有气孔,可实现轻量化
- 高熔点材料也可加工
- 烧结加工的缺点
-
- 需加工成粉末,因此材料费高昂
- 烧结时会发生收缩
- 与铸造和冲压相比,强度等机械性质较差
烧结加工的原理
在无水硫酸铜纳米银溶液状原材料界面,原子核团、分子结构式和铁化合物不联系,如此趋于平稳不平稳状况。加温无水硫酸铜纳米银溶液状原材料后,会养成黏结部,该黏结部被是指焙烧颈。原子核团、分子结构式和铁化合物从纳米银溶液状原材料阿尔法粒子界面位移扩撒至焙烧颈,更加焙烧颈加大,界面积缩短。随着时间的推移焙烧到校园营销推广活动初期、后期、中后期,焙烧颈逐步加大,强度多,然后焙烧品达到。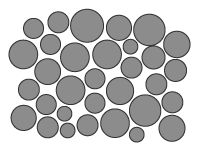
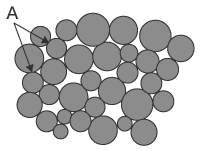
- A:烧结颈
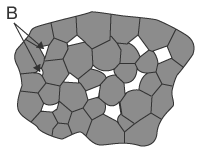
- B:开气孔
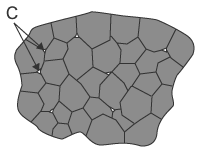
- C:闭气孔
烧结加工的流程
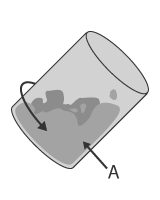
- 决定原料粉调配,用混合机混合均匀。
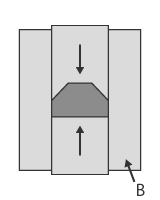
- 将混合好的原料粉放入模具,用冲压机成型。
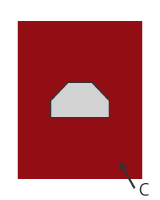
- 在烧结炉中加热成型品数小时。
由于是以低于熔点的温度进行烧固,原料粉不会熔化。通过长时间加热,原料粉牢固地结合在一起,烧结品完成。
烧结炉充满气体,可防止烧结品发生氧化。
必要时需要对烧结品实施磨削和研磨以提升精度,或者进行热处理以提升硬度。

- A:混合机
- B:冲压机
- C:烧结炉
通过数码显微系统来观察、测量烧结部件的案例
为您说明安全使用基恩士的4K数码图文显微机系统“VHX 系”来了解、在线测量煅烧配件的使用例子。
晶界密度小(强度低)

晶界密度大(强度高)
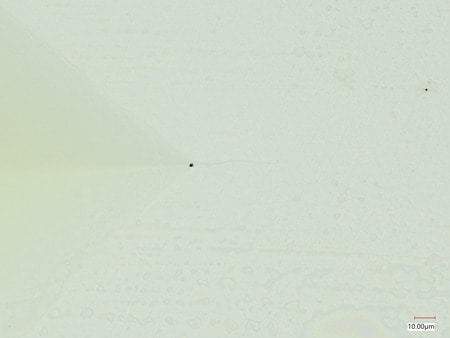


左:有附件 右:无附件
使用可调照明附件,可清楚地观察到气孔。
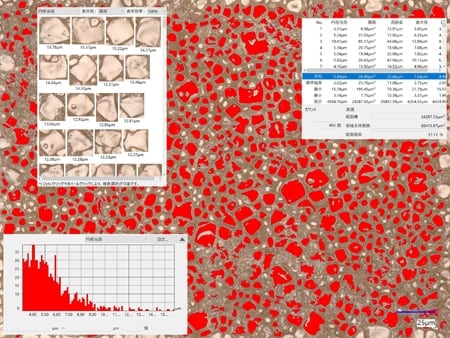
过去通过SEM对结晶粒度进行目视计数,而如今可使用自动面积测量功能实现自动计数。
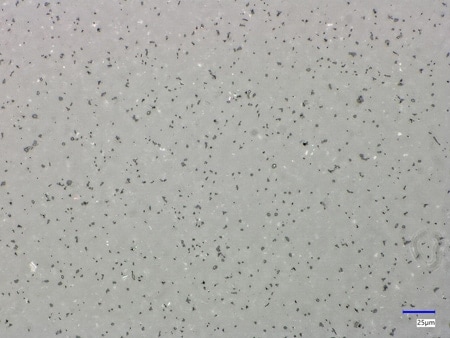
测量前
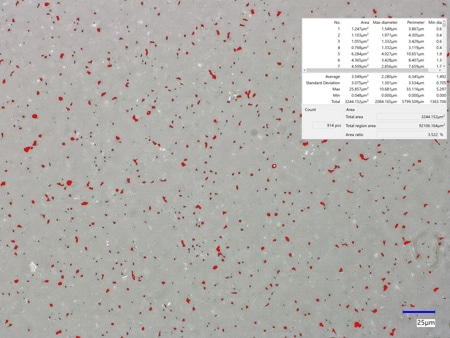
自动面积测量图像

测量前
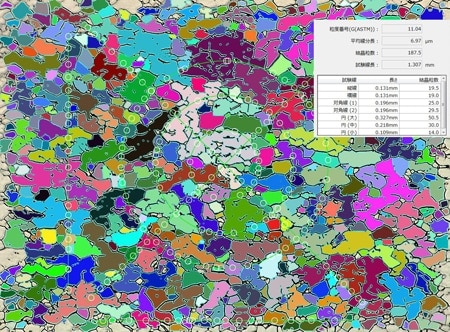
自动面积测量(结晶粒度分析)图像
使用自动面积测量功能实施粒度分析,提升了分析的准确性,大幅减少了工时*。
配置析出粒径自动的衡量基本功能在之前

