3D扫码仪在增材生产中的软件应用
3D印刷机此词在日被常见在使用,然后它在ASTM标准规定有个正是的分类,即增材加工生产制造科技(Additive Manufacturing Technology)。接下来,将讲解增材加工生产制造的内容提要与高精密度三维立体扫锚检测的仪“VL系”的运用。
何谓增材制造
以磨削加工厂为代表英语的减材制做(Subtractive Manufacturing)是将的原材质磨削成品,与此取决于,增材制做(Additive Manufacturing)则是运行3D缩印机将的原材质堆叠成品。


增材制造的优点
- 可制造复杂形状:
-
可制造切削工具无法进入的中空形状以及形状外伸的产品。
可制作复杂形状或使其轻量化。目标形状 
减材制造 
无法加工中空形状(A),
难以加工外伸部分(B)增材制造 
既可加工中空形状(A),
又可加工外伸部分(B) - 适用于短交期、多品种、少量生产:
- 无需模具和工夹具,只要有3D数据即可成型,因此适用于多品种、少量生产。此外,还具有在短交期内完成制造的优点。
- 削减部件点数:
- 减材制造等需要对多个部件实施熔焊或钎焊,而增材制造可整体成型,因此削减了部件点数。此外,将材料层叠成型可节省材料费用。
- 自动化:
- 只要有3D CAD数据,即使不具备专业知识,仍可自动生产。
此外,只需有3D打印机,即可在全世界的各种场所进行生产。
ASTM标准增材制造的7种方式
指向个人账户业务员的市售3D印刷机主要包括原建筑材料抽出累积习惯,但在增材产生中,按照做成型才质各个,很多应有尽有的习惯取得用。基恩士主要包括原建筑材料喷射出累积习惯。- 材料挤出沉积(material extrusion):
- 从喷嘴挤出具有流动性的材料,使其选择性地固化沉积。
原料:热塑性树脂 - 薄材叠层(sheet lamination) :
- 将薄片状材料叠层并粘合。
原料:纸、树脂、金属箔 - 材料喷射沉积(material jetting):
- 喷射液滴状材料,使其选择性地固化沉积。
原料:光固化树脂、蜡 - 粘合剂喷射(binder jetting) :
- 向粉末材料喷射液体粘合剂,使其选择性地固化沉积。
原料:石膏、塑料 - 定向能量沉积(directed energy deposition) :
- 在供应材料的同时,控制聚光热能的位置,将材料选择性地熔融并固化沉积。
原料:金属 - 液槽光聚合(vat photopolymerization) :
- 通过光(光聚合反应)将容器内的液态光固化树脂(感光性树脂)选择性地固化。
原料:光固化树脂 - 粉末床熔融结合(powder bed fusion) :
- 利用热能使粉末床区域选择性地熔融结合。
原料:金属、树脂、陶瓷
3D扫描仪在增材制造中的应用
使用3D扫描仪,使没有图纸的物件也能描绘出图纸。
这被称为逆向工程,可用于以下情况。
- 无法从委托设计部件的采购方取得图纸
- 希望使用组装在产品内的实物本身形状进行设计
- 客户只提供实物,不存在图纸
- 与图纸有差异,希望制作具有与实际好用的部件相同形状的部件
- 只留下纸质图纸的旧部件
- CAD数据设计书
- 分析
- 试作
- 生产
- 产品
- CAD数据设计书
- 分析、数据处理
- 形状测量
- 产品
逆向工程的课题
- 测量精度:测量误差更大/人为产生偏差
- 为了根据实物制作图纸,必须准确测量,但如果使用游标卡尺、高度尺规等工具测量,就容易发生误差变大或按测量人偏差等问题。
- 测量时间:测量费时
- 形状越复杂,测量位置越多,因此测量相当耗时。
- 数据质量:无法准确重现形状
- 虽然有使用3D扫描仪扫描整体形状后制作图纸的方法,但出于数据质量差、分辨率低等原因,存在无法准确重现形状等问题。
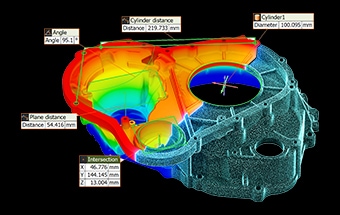
通过高精度三维扫描测量仪“VL系列”解决课题
基恩士的高可靠性强,精密度立体检测在检测仪“VL系统"可很好解决危害,轻松愉快完整导向项目。- 测量精度:可实现高精度测量
- 确保在XYZ的空间内测量精度±10 μm、重复精度2 μm。可实现没有人为偏差的高精度测量。
- 测量时间:一键约30秒
- 一键即可在约30秒内完成扫描。即使是复杂的形状,仍可轻松快速地测量想要测量的位置。
- 数据质量:可根据样品设定扫描模式
-

可根据样品的形状和大小设定扫描模式。
对于细微形状选择高精度模式,对于小尺寸样品选择高倍率相机,各种样品均可保持高质量数据重现形状。





